Investment Castings – High Quality – Low Cost – Metal Components
Get Your Prototypes (NO TOOLING REQUIRED)
In As Little As 7 – 15 days
We stand behind our products. If you aren’t happy, we aren’t happy. Having the best customer service available is the very core of our company.
- We Deliver
- Eliminate all tooling costs
- Great for designs still in testing and development
- Prototypes can be made out of SLA, ABS, Corn Starch and Zcorp materials
- From Prototype to Production we can help you get product to market
- Our simple, low cost, quick turnaround solutions for your prototype requirement ensure you get the quality product you deserve, the design freedom you need and the alloy selection you want:
- Stainless Steel
- Tool Steel
- Aluminum
- Aluminum Bronze
- Manganese Bronze
- Inconel
- Cobalt
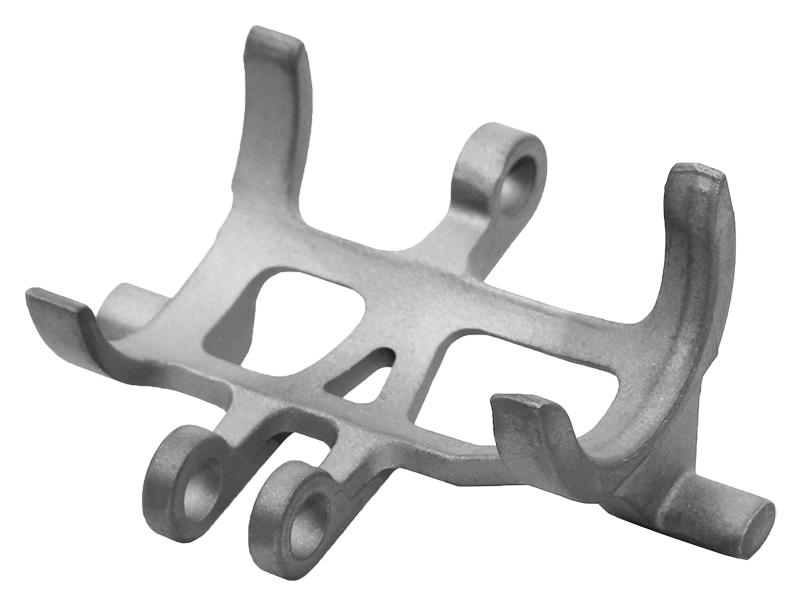
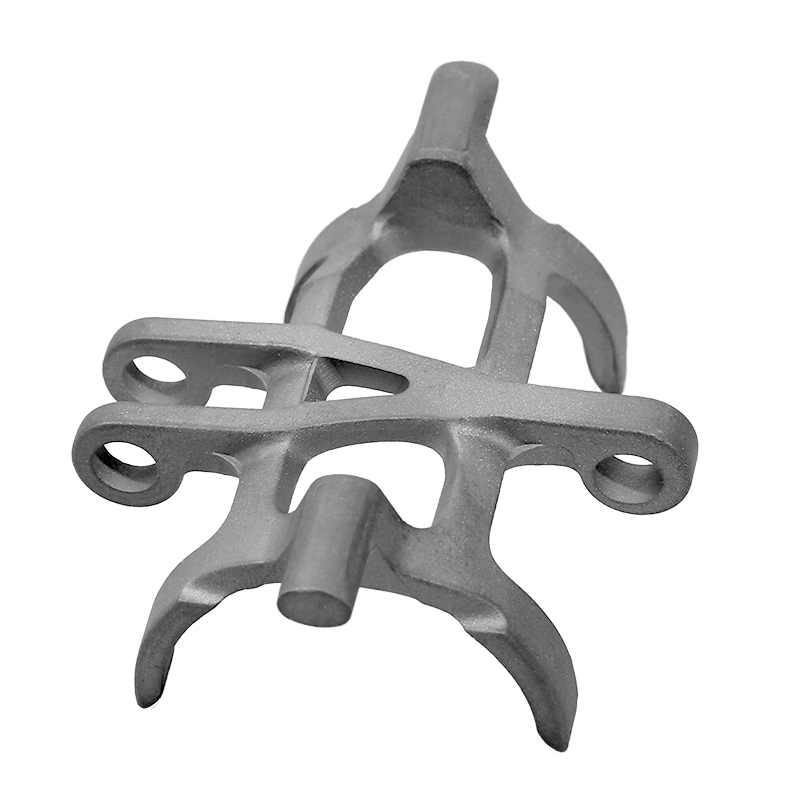
Investment Casting Parts Gallery



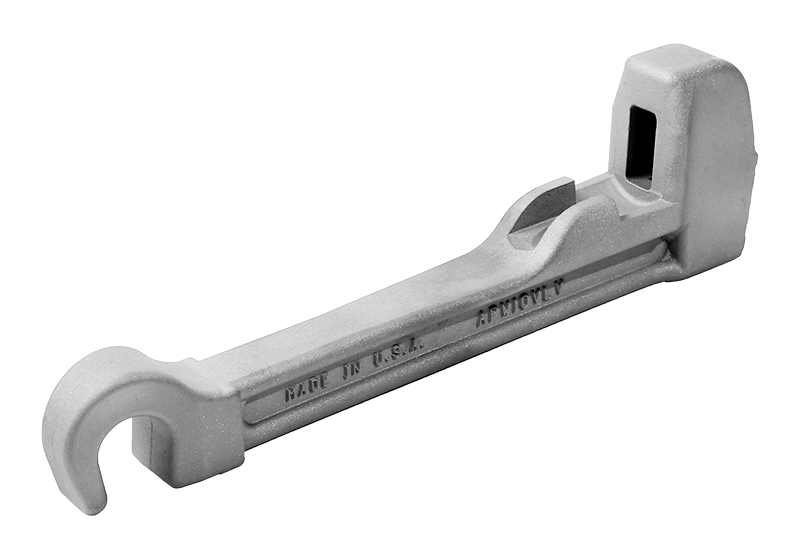










Benefits of Investment Casting
The benefits of Investment Casting are design freedom, large alloy selection, close tolerances, better finishes, low initial tooling costs, cost savings by eliminating machining, or less machining time, reproducibility and assembly savings. Remarkable consistency is maintained with all batches.
Very intricate complex shapes that are hard to machine or fabricate make excellent Investment Casting candidates.
At The Casting Company our goal is to work with our customer as early in the design phase as possible. Our foundry engineers may be helpful in advising on weight reductions (cost), how to improve strength, alloy selection and possible design alternatives. This may also be helpful in greatly reducing tooling costs.
Blueprints and CAD Data
Most important is good information. We want to provide an accurate quote and give you a great part. Help us to provide that by giving us the following data:
- Part Number
- Part Name
- Revision Level
- Tolerances, Critical Dimensions
- Casting Prints and Machining Drawings, Reference Points.
- Alloy(s)
- Inspection Requirements, Heat Treat and Secondary Operations
- Anything else helpful to providing a great quote and part to your company
“We love the investment casting process because it provides great benefits” – Below are just a few:
Lower cost Shorter Lead Times Wide Alloy Selection Very Process Consistent Less Machining Reduced, or Eliminate assembly operations Wide Size Range Near Net Shape Prismatic Shapes Thin Walls Accurate Dimensions Rapid Prototyping
Additional Services
Machining – Heat Treatment – NDT – Plating – Painting – Packaging
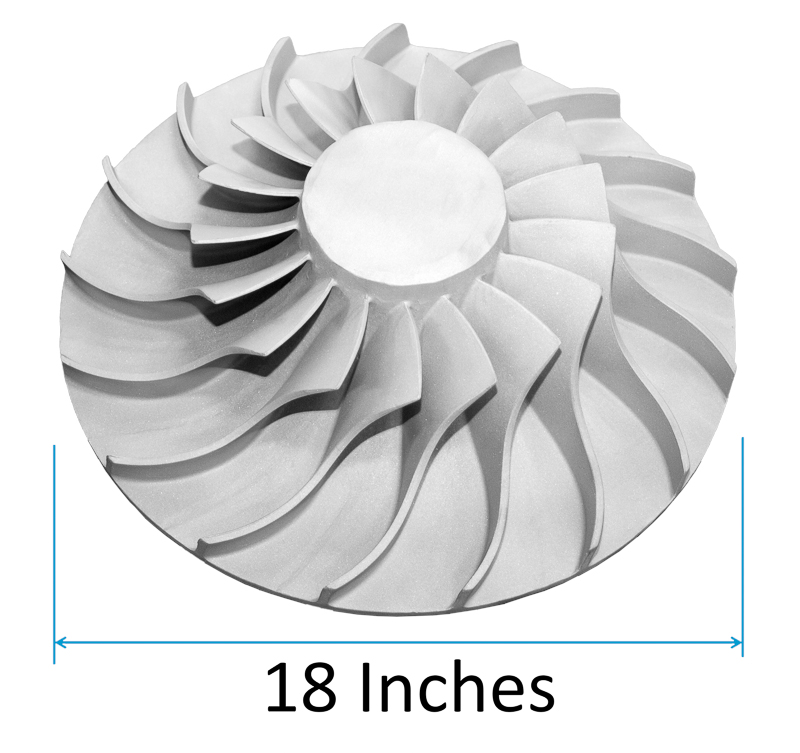
![]() Size & Weight – Part size and weight are the most critical factors in determining part cost because mold capacity is limited by both size and weight. We are able to produce castings weighing from ounces up to 250LBS plus.
Size & Weight – Part size and weight are the most critical factors in determining part cost because mold capacity is limited by both size and weight. We are able to produce castings weighing from ounces up to 250LBS plus.
- The more pieces that can run on a mold, the lower the part cost.
- Unnecessary mass should always be removed by correct engineering practices to reduce part weight.
![]() Number of Gates – When possible, a part should be designed so that a single gate can feed the part.
Number of Gates – When possible, a part should be designed so that a single gate can feed the part.
- This will generally yield more pieces per mold and reduce the pour weight per mold.
- Single gate feeding also enhances the dimensional stability of a given part by providing a directional solidification pattern.
![]() Castability – If a design contains features that will raise scrap or rework rates (and piece price), the Estimating Engineer will recommend design modifications to keep the piece price down.
Castability – If a design contains features that will raise scrap or rework rates (and piece price), the Estimating Engineer will recommend design modifications to keep the piece price down.
![]() Linear Tolerances – The investment casting process is capable of excellent repeatability.
Linear Tolerances – The investment casting process is capable of excellent repeatability.
- As cast process capability of +/- three standard deviations when a single point location is repeatedly measured is typically +/-.005 per inch.
- However, tolerance capability is largely influenced by part configuration. Symmetrical shapes with uniform wall sections will solidify with much less variation and distortion than non-symmetrical, non-uniform shapes.
- Normal linear tolerances for normal dimensions reflect these three sources of variation:
- Prediction of Part Shrinkage Factors (1% – 3.5%)
- Diemaker and Tooling Tolerance (1% – 3.5%)
- Process Variation (70% of linear tolerance)- This variation is a combination of part configuration effects that result in nonuniform shrinkage, and all other process variation in producing a wax pattern, ceramic mold, and the casting.
![]() Tooling – We utilize a system of tooling standards to ensure uniform high-quality design. All of our tooling is done in-house, which means we can provide a faster lead-time, avoid finger pointing, and give you our expertise in building the right tool for your needs. From concept to completion, we can help you.
Tooling – We utilize a system of tooling standards to ensure uniform high-quality design. All of our tooling is done in-house, which means we can provide a faster lead-time, avoid finger pointing, and give you our expertise in building the right tool for your needs. From concept to completion, we can help you.
- Type of tooling in order of least expensive tooling but highest piece price:
- Manual – Prototype or low volume production work.
- Semi-Automatic – Parts that are too large or fragile for fully automatic.
- Fully Automatic – Higher volume parts that can be ejected into a water bath. It is less labor intensive and increases productivity.
- More cavities means higher tooling cost, but also increases productivity.
- Configurations that do not allow metal cores in tooling to be drawn due to undercuts or complicated internal shapes must be treated in one of the following ways:
- Collapsible Cores – Lowest piece price, higher tooling cost.
- Loose Inserts – Best for low volume parts, not an option for fully automatic tools.
- Multi-Piece Wax Assemblies – Best for certain configurations, tolerance control suffers along with increased part price.
- Soluble Cores – Requires additional die for the soluble core and increased labor for injection and removal of the soluble pattern. Provides excellent flexibility at moderate additional cost.
- Pre-Formed Ceramic Cores – High cost for specialized shapes. Used instead of soluble pattern because coring would not be properly coated during shell building process.
![]() Low Initial Tooling Costs – Initial tooling costs averaged over the parts produced are often less than other manufacturing tool costs.
Low Initial Tooling Costs – Initial tooling costs averaged over the parts produced are often less than other manufacturing tool costs.
![]() Elimination of Material Waste – Investment castings are cast to size, decreasing the amount of machining required.
Elimination of Material Waste – Investment castings are cast to size, decreasing the amount of machining required.
![]() Design Flexibility and Capability – Infinite choice of alloys and design flexibility for internal and external configurations. Virtually any shape or configuration can be investment cast, producing internally complex parts.
Design Flexibility and Capability – Infinite choice of alloys and design flexibility for internal and external configurations. Virtually any shape or configuration can be investment cast, producing internally complex parts.
![]() Design Enhancements – There are no draft requirements in the investment casting process.
Design Enhancements – There are no draft requirements in the investment casting process.
![]() Consistency – Our process gives a reliable and consistent product from order to order.
Consistency – Our process gives a reliable and consistent product from order to order.
![]() Close Tolerances – Our typical linear tolerances can be plus or minus .005 in per inch. However, closer tolerances are frequently achieved on selected dimensions, depending on the alloy and configuration of the part.
Close Tolerances – Our typical linear tolerances can be plus or minus .005 in per inch. However, closer tolerances are frequently achieved on selected dimensions, depending on the alloy and configuration of the part.
![]() Surface Finish Improvement – A surface finish of about 125RMS is standard for our investment castings.
Surface Finish Improvement – A surface finish of about 125RMS is standard for our investment castings.
![]() Reproduction of fine details – Holes, bosses, and splines can be cast.
Reproduction of fine details – Holes, bosses, and splines can be cast.
![]() Reduction of production costs – Costly machining operations can often be eliminated.
Reduction of production costs – Costly machining operations can often be eliminated.
![]() Reduction of assembly and welding operations, or Conversion – Several parts can be made as a single casting, reducing assembly and handling costs.
Reduction of assembly and welding operations, or Conversion – Several parts can be made as a single casting, reducing assembly and handling costs.
For more information, request a quote or contact us.